|
Manuel
de prise en main et de paramétrage
•
Le module pilotage de charlyGRAAL a pour fonction principale de
récupérer les fichiers d'usinage que vous avez générés dans le module
de FAO et de les envoyer à la machine via la commande numérique.
Configuration minimale
Ordinateur type PC Pentium 266, RAM 64Mo, Windows95B
Configuration conseillée
Ordinateur type PC Pentium III, RAM 128Mo, Windows 98 ou supérieur, pour
Windows XP 256 Mo de RAM.
Il
est conseillé d'utiliser un affichage 800 x 600 pour faciliter
l'affichage de charlyGRAAL.
•
Insérez le CD-ROM d'installation dans votre lecteur de CD-ROM.
•
L'installation se lance automatiquement.
•
Si l'installation ne se lance pas automatiquement.
Cela
signifie que votre lecteur de CD-ROM ne supporte pas la fonction "Autorun"
(lancement automatique), procédez alors comme suit : cliquez sur le menu
"Démarrer" de Windows puis sur le sous-menu exécuter et, sur la ligne de
commande, tapez "D:\install" (nous supposons que la lettre associée à
votre lecteur CD-ROM est la lettre D) puis cliquez sur "OK".
L'écran ci-dessous
apparaît. Cliquez sur le drapeau représentant la langue d'installation
et d'utilisation.

Veuillez saisir le numéro de série livré
avec le CD ROM dans la fenêtre suivante.
Tenir compte des
majuscules et minuscules.

Lisez et acceptez les
termes de la licence, cliquez 2 fois sur suivant, puis entrez votre nom
et le nom de votre organisation.

Dans la fenêtre
suivante, déterminez le dossier d'installation et le mode "utilisateur",
puis validez par suivant.

REMARQUE
: Dans le cas d'installation avec des droits réseau utilisant des profils
errants obligatoires (*.MAN – mandatory), il faut refaire la définition
des profils une fois charlyGRAAL installé.
• Confirmez l'installation.
L'installation se déroule automatiquement et dure quelques minutes.
Quand l'installation est terminée,
cliquez sur "fermer".
ATTENTION :
Suivant votre version de
Windows, le logiciel peut vous demander de redémarrer l'ordinateur.
Dans ce cas, redémarrez l'ordinateur
avant de lancer le programme.
A partir des machines CRA4 type 5 et
CRA2 type 5, le pilote reconnaît automatiquement le robot (Plug & Play).
Dans le cas d'équipement antérieur, se référencer à l'annexe "4".
2.0 Module de PILOTAGE
Manuel de prise en main
et de paramétrage
• Le module pilotage de
charlyGRAAL a pour fonction principale de récupérer les fichiers
d'usinage que vous avez générés dans le module de FAO et de les envoyer à
la machine via la commande numérique.
• L'exécution de cette
procédure vous est expliquée à la fin de l'exercice n°1 du manuel
d'apprentissage.
• Vous pouvez aussi,
avec le module de pilotage de charlyGRAAL, exécuter des fichiers ISO
provenant d'autres FAO. Il suffit pour cela de lancer le Pilote, de
charger les fichiers à usiner et de suivre la même procédure que pour un
fichier natif charlyGRAAL.
ATTENTION !
Avant de lancer un
usinage en mode automatique, il est indispensable d'effectuer les
opérations de paramétrage que nous allons maintenant détailler.
2.1 PRÉPARATION DU
MODULE D'USINAGE POUR LE MODE AUTOMATIQUE
Nous vous présentons
ici le mode d'utilisation automatique qui va vous simplifier la vie.
• Cette première
utilisation prend un certain temps (environ 1 heure) mais,
rassurez-vous, vous n'aurez plus à y revenir (sauf changement de
position de capteur).
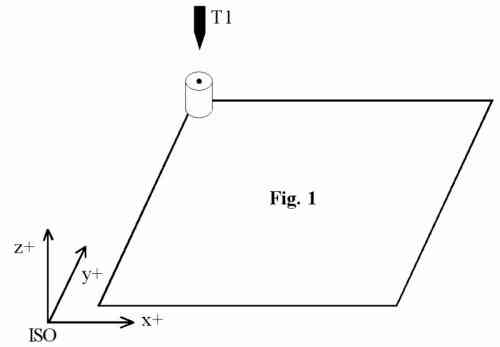
• Principe général :
Les axes orthonormés
sont configurés suivant la norme ISO :

Préparation
de la machine
Afin
de réaliser des usinages à plat avec des découpes uniformes, ainsi que
des gravures à profondeur constante, il est conseillé d'installer et de
surfacer un plateau martyr.
MISE
EN PLACE ET SURFAÇAGE DU PLATEAU
Le
plateau martyr présente 3 avantages :
•
Comme son nom l'indique, il va supporter les dépassements d'usinage,
notamment les perçages et les découpes avec des fraises coniques.
•
Le surfaçage étant réalisé avec la machine, il permet d'obtenir un
plateau parfaitement rectifié.
•
Avec l'utilisation du surfaçage intégré dans le module de pilotage
G_Pilote, on obtient des butées naturelles parfaitement positionnées aux
points X0 et Y0.
Le
plateau martyr doit être réalisé dans un matériau tendre (PVC ou
autres, -disponible en option dans la liste d'outillage -) d'une
épaisseur d'environ 10 à 20 mm), ses dimensions ne doivent en aucun cas
excéder celles du plateau en aluminium de la machine.
Il
sera fixé sur le plateau de la machine soit par boulonnage à l'aide des
vis et écrous fournis, et avec de l'adhésif double face.
ATTENTION:
Ne pas installer le capteur d'outil avant le surfaçage.
Une
fois le plateau fixé, nous allons procéder à l'opération de surfaçage.
Lancer
le module G-Pilote comme indiqué ci-dessous:
Ouvrir
G-Pilote (Menu Démarrer, Application, charlyGRAAL, et cliquez sur le bouton Pilote)
Cliquez
sur le bouton tableau de bord
 au message "Attention prise d'origine
machine" cliquez OK. au message "Attention prise d'origine
machine" cliquez OK.
La
machine fait une prise d'origine machine (POM).
Montez la fraise à surfacer
puis mettez la broche en service en cliquant sur le
bouton marche broche.

Avec
les touches de déplacements manuel, faire venir tangenter la fraise sur
le plateau martyr.
Au
contact, cliquez sur le bouton POP Z (uniquement sur POP Z). Une fenêtre
demandant "Si vous utilisez le capteur d'outil" apparaît.
Cliquez sur OK (ne pas tenir compte pour le surfaçage).
Cliquez
sur le bouton "Validez l'origine pièce et retour parking" La
broche s'arrête et retourne sur sa POM, retour sur la fenêtre de
G-Pilote.
Cliquez
sur le menu "Usinage".
Cliquez
sur la commande "Surfaçage"

Entrez
les paramètres

Cliquez sur le bouton "Générer"
Une fenêtre apparaît, cliquez OK.
Validez la profondeur, cliquez OK.
Validez la fenêtre précisant qu'il n'y a
pas d'outil dans le fichier.
Attention: Assurez-vous d'avoir monté le
bon outil et réglé la vitesse de rotation sur la couleur rouge.
|